




设备简介
功能概述 PTD-QT510 视觉对位 8~16 寸全自动真空贴合机采用视觉对位
系统结合高精度 KK 模组及三轴微动矫正平台设计,是本公司针对 8~16 寸 TP
和 LCD、TP 和 LCM 模组、G+G、硬对硬等贴合而研发的高精密设备。
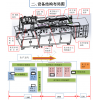
工作步骤概述 设备左侧为放置 TP 工位,左侧正面为放置液晶工位;视
觉对位贴合与真空腔体压合两段组合。设备在正常运行时,通过人工或机械
手将 TP 放到左侧 TP 治具位上,由高精度模组和微动平台吸取移动到 CCD 下
部取像位置抓取数据,等待液晶放料取像,系统运算数据自动对位贴合,然
后转入真空腔压合。设定工艺控制程序,使玻璃、液晶依次按顺序加工,完
成玻璃的快速对位、抽真空、压合过程,然后机械手将压合好的模组放在输
送带上。
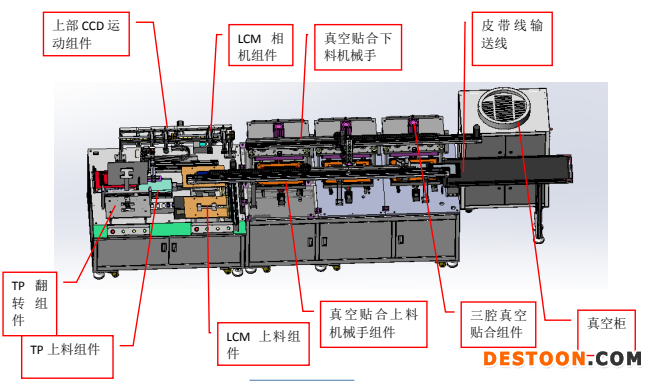
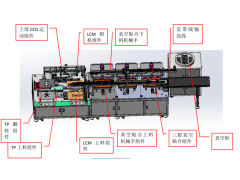
机 械 结 构 说 明
一.TP 上料组件
1.TP 上料平台治具+精密丝杆模组;
2. TP 人工上料,人性化单按钮启动模式。
二.TP 移载机械手
1. TP 移载机械手+UVW 自动对位平台+精密丝杆模组;
2.机械手从 TP 治具抓取产品后,相机拍照进行自动校正对位,传送至预压贴合工位。
三.①LCM 上料组件
1. LCM 上料平台治具;
2. LCM 人工上料,双按钮启动模式,提高此工位安全系数。
②.LCM 移载机械手
1. LCM 移载机械手+精密丝杆模组;
2.机械手从 LCM 治具抓取产品,传送至预压贴合工位后,相机拍照提供 TP 自动校正对位的基准数据。
四.TP+LCM 自动视觉对位相机组
1.TP 相机+光源+精密模组+LCM 相机+光源+预压平台;
2、CCD 相机采用伺服模组驱动,以自动适应不同产品的尺寸;
3、针对不同产品,CCD 相机的位置根据输入产品尺寸信息自
动调整;
4、CCD 相机像素:130W;
5、二组 CCD 相机,取 TP 油墨内框长边两个直角,红外光源
补光;
6、二组 CCD 相机,取 LCM 长边两个直角,条形光源补光。
五真空贴合上料机械手
1.机械手臂+精密同步轮模组;
2.机械手臂从预压平台抓取产品,传送至真空腔体压合平台后进行真空压合。
六. 真空贴合 下 料 机械手
1.机械手臂+精密同步轮模组;
2.机械手臂从真空压合平台抓取已压合产品,传送至下料流水线,完成本工位成品下线。
规 格 参 数
1 重量(kg): 约 1200
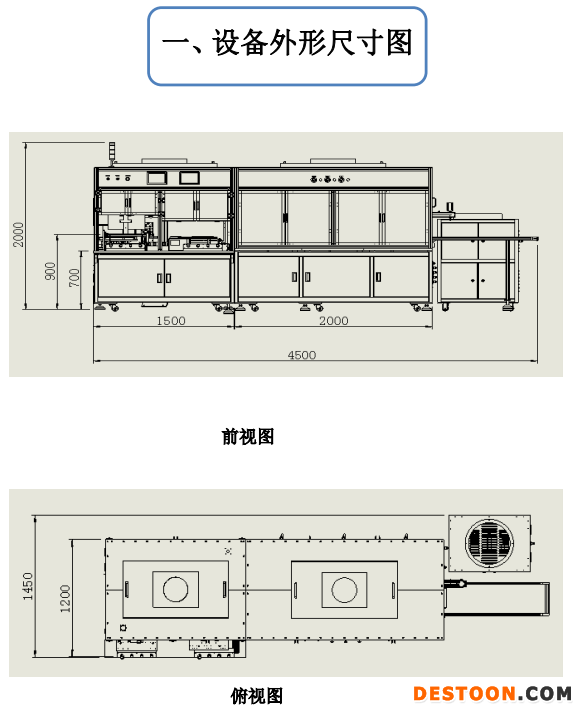
2 设备外形尺寸(mm) :长宽高:4500(总长,可拆分)*1450*2000
3 额定电压(V): AC 220 50HZ
4 最大功率(kW): 10
5 贴合尺寸(英寸): 8~16 寸
6 最大成型尺寸(mm) :TP 259*387 LCM 259*387
7 气源压力(MPa): 0.5~0.7
8 环境洁净度要求: 百级洁净房(CLASS100)
9 环境空气要求 :23+/- 5°C, 湿度 60+/- 10%
性 能 参 数
1 产品要求
TP 尺寸: min : 8” (X 向:180* Y 向:100)mm
min : 16” (X 向:389* Y 向:259)mm
LCM 尺寸:min:8”(X 向:180* Y 向:100)mm
min : 16” (X 向:364* Y 向:224)mm
上述 TP 和 LCM 尺寸供参考
2 TP 上料 上料方式:人工上料
3 LCM 上料 上料方式:人工上料
4TP 与 LCM 贴合精度(mm)
X 向:±0.1 mm (以识别特征为准,排除来料误差)
Y 向:±0.1 mm (以识别特征为准,排除来料误差)
6 成品下料 下料方式:皮带下料
7 相机分辨率 :130 万
8 成型周期(s): 18~22
11 产品转型时间
1.更换新产品调校时间:≤30min(跟操作员的熟练
度有关)
2.更换已调教过的产品时,调校时间:≤5min(跟
操作员的熟练度有关)
机械部分
模组: KK 模组
直线皮带模组: 凯尼克
微动平台 :TGB
丝杆、导轨 :上银
视觉系统 :泰沃德
电控系统
PLC: 松下
伺服电机 :信捷
触控屏 :信捷
电源: 明伟
控制开关: 正泰
气动系统
气动元件 :亚德客/SMC
气动元件 :亚德客/SMC