










食品工业洁净用房要求:
食品工业洁净用房应按生物洁净室原则建设,有无菌要求但不能够实行最终灭菌的工艺和虽能实行最终灭菌,但灭菌后有无菌操作的工艺,应在洁净生产区内进行。
有良好卫生生产环境要求的洁净生产区,应包括易腐性食品、即食半成品或成品的最后冷却或包装前的存放、前处理场所,不能最终灭菌的原料前处理、产品灌封、成型场所,产品最终灭菌后的暴露环境,内包装材料准备室和内包装室,以及为食品生产、改进食品特性或保存性的加工处理场所和检验室等。
原料前处理(如切割、磨碎、烹调、提取、浓缩和稀配等)不得与成品生产使用同一洁净区域。
检验室宜独立设置,对其排气和排水应有妥善处理措施。对样本的检验过程有空气洁净要求时,应设洁净工作台。
食品工业洁净用房应根据食品生产对除菌除尘和无菌生产要求的高低分级。
洁净用房应明确其中生产的关键控制点、关键区域和背景区域,分别定级。尽可能缩小高级别区域的面积。
食品工业洁净用房宜分为以下4个等级:
I 级 高污染风险的洁净操作区。高污染风险是指进行风险评估时确认在不能最终灭菌条件下,食品容易长菌、配制灌装速度慢、灌装用容器为广口瓶、容器须暴露数秒后方可密闭等状况。
Ⅱ级 I 级区所处的背景环境,或污染风险仅次于I 级的涉及非最终灭菌食品的洁净操作区。
Ⅲ级 生产过程中重要程度较次的洁净操作区。
Ⅳ级 属于前置工序的一般清洁要求的区域。
食品工业洁净用房的温度和湿度,应符合下列规定。
1 生产工艺对温度和湿度有特殊要求时,应根据工艺要求确定,参见附录B。
2 生产工艺对温度和湿度无特殊要求时,I 级、Ⅱ级洁净用房温度应为20~
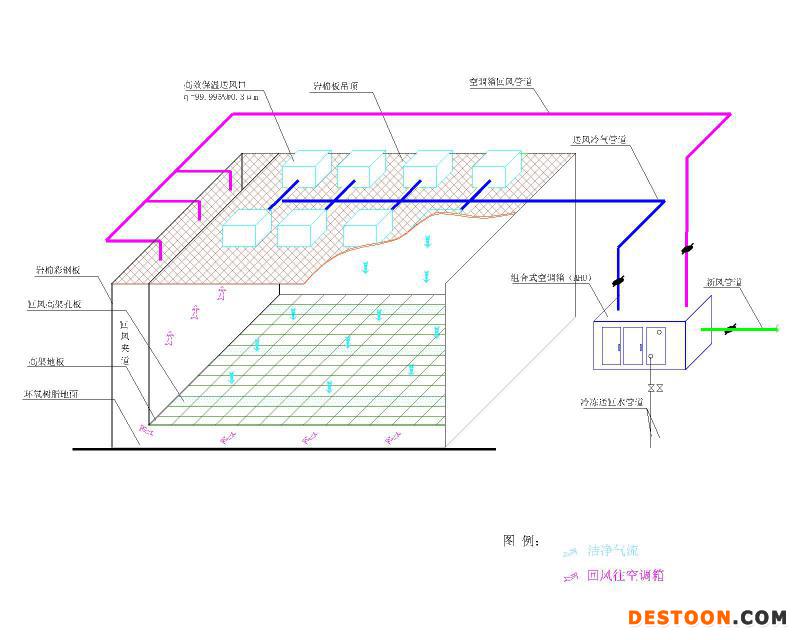
食品工业洁净用房应尽量采用局部净化方法,保护关键区域达到所需的控制参数。
空气净化系统应设立三级过滤,其位置为新风口、风机正压段、送风口。
室内气流应保持定向流,即应从清洁区域流向污染区域。
I 级洁净用房室内气流组织宜采用垂直单向流,局部I 级洁净用房宜采用四周加围挡壁的垂直单向流,其他级别洁净用房宜采用非单向流。
不同等级洁净用房的换气次数应满足下列规定:
Ⅱ级 不小于20 次/h
Ⅲ级 不小于15 次/h
Ⅳ级 不小于10 次/h
无等级要求 不小于5 次/h
新风量按每人不小于
产生污染的房间应保持相对负压。控制污染要求高的房间应保持相对正压。
表
|
类别 |
更换周期 |
|
新风入口过滤网 |
1周左右清扫1 次,多风沙地区周期更短(可自动更换的除外) |
|
粗效过滤器 |
1~2 个月(可自动更换的除外) |
|
中效过滤器 |
2~4 个月(可自动更换的除外) |
|
亚高效过滤器 |
1年 |
|
高效过滤器 |
3年 |








