








环境保护问题日益成为影响和制约人类社会发展的因素之一。随着工业的不断发展和城市人口的急剧增加,大量工业和生活污水未经处理流入江河湖海,使环境和饮用水被严重污染。因此,建立高度自动化的污水处理厂是解决水污染问题的有效途径。为确保污水处理工艺和设备能够长期安全可靠地运行,我们采用西门子S-300 PLC可编程序控制器和智能检测仪表组成下位机,实现对现场设备的监控。上位机采用西门子"WINCC V6.2"组态软件,实现整个系统的画面监测、参数设定和指令控制等功能。该系统集过程控制和科学管理于一体,具有可靠性高、控制性能优越、管理功能完善等优点,对指导工艺及设备的正常运行,提高自动化控制和管理水平发挥了重要作用。
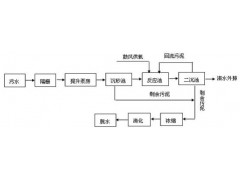
污水处理工艺流程

系统硬件组成:
PLC在现代工业控制领域中早己得到了广泛的应用。以PLC的控制功能而言,PLC 具有严谨、方便、易编程、易安装、可靠性高等优点。它通用性强,适应面广,特别在数字量输入输出等逻辑控制领域有无可比拟的优点。PLC具有丰富的逻辑控制指令和高级应用指令,它提供高质量的硬件、高水平的系统软件平台和易学易编程的应用软件平台。另外,PLC即有自身的网络体系又有开放I/0及通讯接口,很容易组建网络并实现远程访问。污水处理主要是顺序逻辑控制,这正是PLC控制的优势所在。其中S7—300是模块化的中型PLC系统,能满足中等性能要求的应用。模块化、无排风扇结构,各种单独的模块之间可进行广泛的组合以用于扩展。中央处理单元(CPU)集成有PROFIBUS—DP和MPI通讯接口,多点接口(MPI)用于同时连接编程器、PC机和人机界面等。PROFIBUS—DP用于连接ET200M、人机界面等。
 图2 系统硬件示意图 |
污水处理系统的典型硬件配置如下图。在这个配置中, CPU模块采用S7300系列,数字量输入(DI)采用SM321模块,数字量输出(DO) 采用 SM322模块,模拟量输入(AI) 采用 SM331模块,模拟量输出(AO) 采用 SM332模块。由ET200M模块组成的远程从站可就近放置在现场,利用 SIEMENS公司工业现场总线PROFIBUS-DP完成主——从通讯。通过设置从站的方法可把地理位置相对分散的设备的控制信号,用一根现场总线送到PLC主站,这样不但可节约大量的电缆,同时系统的可靠性也有了很大的提高。在下图系统中,PLC主站共下设2个 ET200M远程从站。从站1放置在鼓风机房,实现对鼓风机房的数据采集和控制。从站2放置在污泥泵房,实现对污泥泵房的数据采集和控制。上位机监控系统使用一台工程师站和一台操作员站。两台工业计算机分别采用SIEMENS公司CP5611网卡通过PROFIBUS-DP数据通讯网络完成计算机与PLC主站之间的数据通讯。操作员站的画面组态软件选用SIEMENS公司的WINCC。
控制系统的功能实现
根据对现场污水处理工艺的了解和操作人员的具体要求和建议 ,以及以往系统的开发经验,可把系统的控制功能实现分为上位机实现和下位机实现。下面将依次分别介绍。
下位机PLC控制系统的功能实现:
● 手动操作。
● PLC远程手动遥控操作。
● 全自动操作三种方式。
前两种方式一般只在设备调试或维修时使用,系统主要以全自动操作方式为主。在这种方式下,各类泵、风机等设备的开、停,各种工况的切换都由可编程控制器按照预先编制的程序自动生成,不需要操作人员干预。每种工况的运行时间及各种测量参数均可以在线调整,每台设备和每种工况的运行情况也都可以由PLC系统进行监视。现场的泵类、风机、搅拌器等信号通过PLC的控制转化也在上位机上显示。这样,既能对设备开关量,如各类泵、风机、搅拌器等的开停进行控制,又能对现场的模拟量:曝气池内的溶解氧、消化池的泥温等进行调节,使全厂的工艺、设备运行得到全面的控制。
上位机监控系统的功能实现:
● 提供工艺过程参数检测流程图,模拟量显示图,模拟量棒图,趋势图等动态画面显示各主要设备运行时间参数和控制回路参数设置画面。据此操作人员或工艺员可对整个工艺和设备有一个详细和形象的了解。
● 系统主要参数和报警信号登录。登录数据可供工艺人员和控制系统设计人员参考,以分析设备运行情况,进一步改进控制方案,提高系统的运行效率。并对故障设备及超越仪表设定值闪烁报警,提醒操作人员采取相应措施,确保了生产安全同时给出可能的故障原因和解决办法。
● 可通过键盘(或鼠标)直接控制现场设备,如启动或停止各类泵、风机、阀、搅拌器、刮泥机等。
● 进入和退出系统的口令保护,以免非工作人员进入系统或随意中断运行中的系统。
污水处理工程业绩:
长城葡萄酒厂污水处理:

保定英利污水处理:

圣雪大成污水处理:

卢龙县龙凤河污水处理:










